



Directed Energy Deposition (DED) is a very flexible additive manufacturing process. Among the AM techniques, it is most suitable for repairing and remanufacturing of components. Its application has been confirmed in repair of automotive and aerospace components.
DED allows damaged component to be repaired, and material lost in service to be replaced to restore the part to its original shape. Repair via Directed Energy Deposition has many advantages, including lower heat input, lower warpage and distortion, higher cooling rate, lower dilution rate, better metallurgical bonding between the deposited layers, high precision, and suitability for full automation. Its application in repair of HEMM spares has been undiscovered till date.
Therefore, the focus of this study is to present an overview of the DED process and its role in the repairing of metallic components and discovering its possible role in repair of HEMM spares. The outcomes of this study confirm the significant capability of DED process as a repair and remanufacturing technology.
1. Introduction
DED is a group of AM processes that adds material alongside the heat input simultaneously. The heat input can either be a laser, electron beam, or plasma arc. The material feedstock is either metal powder or wire. Powder DED machines often have inert gas blown together with the powder from the nozzles, thereby sheathing the melted region, reducing the oxidization rate. Powder DED systems can use single or multiple nozzles to eject the metal powders. Using multiple nozzles allows the possibility of mixing different materials to get functionally graded materials (FGM).
A schematic of the metal powder DED systems are shown in Fig. 1.(A) and wire feed DED Fig. 1(B)
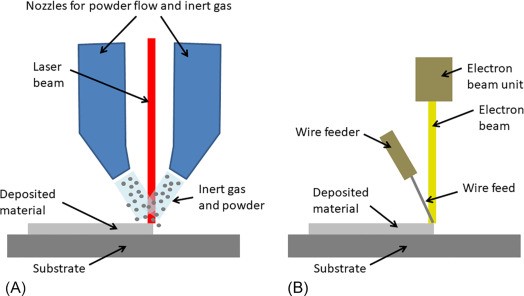

Fig. 1 Schematic representation of DED method
DED uses a heat source to melt a powder or wire as it is deposited onto the surface of an object. While powder provides greater accuracy in deposition, wire is more efficient with regards to material use.
The material is added layer-by-layer and solidifies from the melt pool to create new features. Layers are typically 0.25mm to 0.5mm thick. The cooling times for materials are very fast at around 1000-5000 °C per second. The cooling time affects the final grain structure although overlapping in the material can cause re-melting, which creates a uniform but alternating microstructure.
The DED process is also known by other names, including Laser Engineered Net Shaping (LENS), Direct Metal Deposition (DMD), Electron Beam Additive Manufacturing (EBAM), Directed Light Fabrication, and 3D Laser Cladding, depending on the exact application or method used.
The advantages of Directed Energy Deposition include the ability to control the grain structure, which allows the process to be used for the repair of high-quality functional parts. This does require a balance between
accuracy and speed, since higher speeds equal a lower level of accuracy and a less consistent microstructure. DED allows for the production of relatively large parts with minimal tooling. AM technologies, like advanced manufacturing technologies, are capable of producing high-value, complex, and individually customized components [1-6].
2. Case Studies
2.1 Dies & Mold
It has been revealed that the lifetime of dies and Mold is practically shorter than the expected life, and many of these defects appear in a shorter time than the anticipated period. Jhavar et al. [7] have identified some of the common defents appearing in Dies and Molds such as Dents & digging, plastic deformation, Edge deterioration, Wear crack & Heat checks is illustrated in Fig. 2.
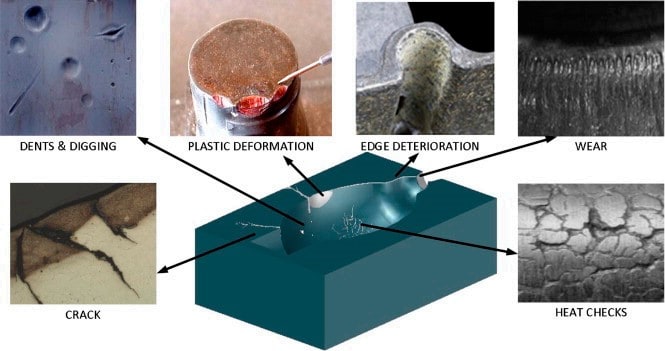

Fig.2: Defects in die and moulds[7]
Dies & molds constitute a significant portion of the capital costs in industry. Therefore, from an economic point of view, it is believed that restoration and remanufacturing is an interesting solution to recover the dies and molds.
Grum et al [8] have conducted a practical study for investigating the possibility of introducing laser surfacing into maintenance service of die-casting dies with base material as DIN 1.2799 maraging steel (12.00% Ni, 8.00% Co, 8.00% Mo, 0.50% Ti, 0.05% Al and 0.02% C) and have found that the method allows easier and cheaper maintenance of tools and considerable extension of life of die-casting tools.
Borrego et al [9] have performed Mould steels repairing using laser welding of P20 and H13 mould steels. The fatigue and stress analysis was performed with several filler materials, welding parameters and welding geometry in order to select the welding procedure that conduce to the higher fatigue resistance.
2.2 Crankshafts
The crankshaft is one of the most important parts that is heavily used in the engine. A crankshaft is a very critical component that needs very high precision production process and servicing requirements. However, it is noticed that repairing this part via conventional technologies is faced with some challenges like bending stiffness and also is very expensive
However, it is noticed that repairing this part via conventional technologies is faced with some challenges like bending stiffness and also is very expensive. Koehler et al.[10] have repaired marine diesel crankshaft using DED process illustrated in Fig.3. According to their microstructural observation, there was a very good interfacial bonding between the deposited layer and the base metal. Finally, they concluded that the resulting component showed a high quality in terms of interfacial bonding and dilution.
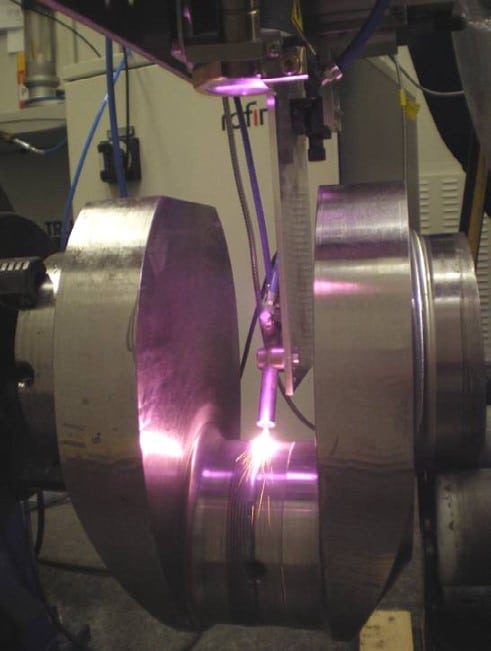

Fig. 3: Repairing of Marine engine crankshaft [10]
2.3 Turbines
Bendeich et al. [11] have investigated the residual stress in a low-pressure turbine blade after repairing by DED. This turbine blade in power station operated at 3000 rpm, and generated supersonic speed near the blade tips.
The main issue in these blades was the erosion in the leading edges that happened as a consequence of condensing water impingement and resulted in the premature retirement of these expensive blades. Thus, to extend their life, DED process was used to repair the eroded edges.
The results demonstrated that significant tensile and compressive stresses were generated both in the blade and in the repaired area. It was also found that with post-heat treatment the magnitude of these stresses could be minimized.
Wilson et al. [12] have used the Directed Energy Deposition process to repair the turbine airfoil. In particular, their work demonstrated the successful repair of defective voids in turbine airfoils according to a novel semi-automated geometric reconstruction algorithm and DED. In turbine blades, damage commonly happens in their tip. This defect can affect the performance of the engine, and so the reconstruction of this area is vital. Fig 4. shows such damaged aerofoils and restored aerofoils using DED process.
The most interesting part of this experiment is development of the Prominent Cross Section
(PCS) algorithm for aerofoils to obtain high finishing. Wilson et al. [12] demonstrated that the Directed Energy Deposition process lent itself to repair high-value parts in an environmentally friendly manner. Moreover, their outcomes confirmed the effectiveness of DED process in the repair of wide range of damages.
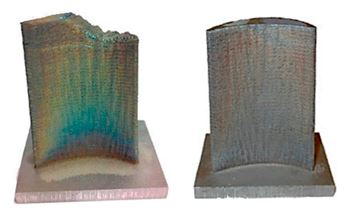

Fig. 4: Damaged aerofoil and repaired aerofoil
2.4 Aircraft parts
High-pressure single-crystal turbine blades made of Ni-based superalloys have superior creep and fatigue properties with respect to the polycrystalline ones and, accordingly, they can sustain temperatures up to 1100 ◦C. However, as a consequence of the extreme conditions in the engine of commercial airplanes, they undergo erosion and cracking. Kaierle et al.[13] demonstrated that the DED process has promising results in the building-up of a single crystal or directionally solidified structures, while laser remelting could be used to extend this monocrystalline height.
Yilmaz et al.[14] have studied a repair and overhaul methodology to recover the complex geometry of expensive parts for aerospace industries. They successfully implemented their repair process on a critical aero-engine component like thin-curved compressor blade (Fig. 5). Their repair approach included the 3-D non-contact digitization, free-form surface reconstruction using DED process, and
milling operations in an automatic hybrid process.
It was found that the total repair time through their approach was 30% lower than the conventional methods. Yilmaz et al.[14] have concluded that the proposed repair methodology could be taken into account as a reliable and time-cost effective approach in comparison with the conventional repair methods.


Fig.5: Repaired thin-curved compressor blade
3. Possible application of Directed Energy Deposition methods in HEMM spare repair based on proven case studies.
By drawing parallels from the above presented case studies and analysing recent trends in the space of additive manufacturing it can be construed that a lot of HEMM spares can be repaired/remanufactured using DED based additive manufacturing processes.
Some probable application in HEMM repair such as the following
- Repair of crankshafts and pistons– The work of Koehler et al. [10] has proved the application of DED based AM methods in repair of engine spare parts such as crankshafts and piston. Engine of some vintage cars has been restored using 3D printing techniques[15]. However, the economics of repair of HEMM application crankshaft is still unknown.
- Refurbishing of worn-out gears and pinions such as crowd and swing pinions of shovels– The DED method has the capability of filling out worn out pieces. The powder usage and other mechanical and metallurgical aspects needs to be explored in this regard.
- Repair of engine turbocharger blades– There are innumerable examples of 3-D printed turbochargers. [16] Repairing of turbocharger using DED methods has also been conducted and tested successfully [17]. The economics of such repair is to be discovered.
- Repair of worn-out drive axles of dumpers– Practical studies have been conducted to study the repair of drive shafts. Mudge et al[18] have found that the cost repairing of drive shafts via Directed Energy Deposition is 50% of the production of a new drive shaft. Therefore with the current technology, DED seems to be a costly affair.
- Repair of Distribution valve blocks of hydraulic machine (mostly in Hydraulic excavators & Drills)- The method and metallurgy of such repair is similar to that of die and moulds discussed in section 2.1. Generally dents and edge deformations happen at O-Ring fixures of hydraulic distribution valves. Such blocks can be easily repaired using DED methods.
Conclusions
3-D printing is becoming an in-house facility in automobile and aerospace industry. However, its adoption in Mining Industry has been very slow. In 2018 Fortescue Metals Group, an Australian iron ore company partnered with Aurora Labs to explore the possible use of 3D printing technology in the mining industry[19].
3-D printing is a growing technology. Everyday new products and new applications are being discovered. DED based additive manufacturing processes will be a great tool for all HEMM workshops and as this technology grows it shall become a quintessential part of every workshop.
The cost of repair using DED techniques shall also come down in the near future when this technology will get adopted by more industries and the economics of scale will then comes into play.
References
[1] Shamsaei, N.; Yadollahi, A.; Bian, L.; Thompson, S.M. An overview of Direct Laser Deposition for additive manufacturing; Part II: Mechanical behavior, process parameter optimization and control. Addit. Manuf.2015, 8, 12–35.
[2] Acharya, R.; Das, S. Additive Manufacturing of IN100 Superalloy Through Scanning Laser Epitaxy for Turbine Engine Hot-Section Component Repair: Process Development, Modeling, Microstructural Characterization, and Process Control. Metall. Mater. Trans. A 2015, 46, 3864–3875.
[3] Liang, Y.-J.; Liu, D.; Wang, H.-M. Microstructure and mechanical behavior of commercial purity
Ti/Ti–6Al–2Zr–1Mo–1V structurally graded material fabricated by laser additive manufacturing. Scr.
Mater. 2014, 74, 80–83.
[4] Sames, W.J.; List, F.A.; Pannala, S.; Dehoff, R.R.; Babu, S.S. The metallurgy and processing science of metal additive manufacturing The metallurgy and processing science of metal additive manufacturing. Int. Mater.Rev. 2016, 61, 315–360.
[5] Li, C.; Liu, Z.Y.; Fang, X.Y.; Guo, Y.B. Residual Stress in Metal Additive Manufacturing. Procedia CIRP 2018,71, 348–353.
[6] Bosio, F.; Saboori, A.; Lacagnina, A.; Librera, E.; de Chirico, M.; Biamino, S.; Fino, P.; Lombardi, M. Directed energy deposition of 316L steel: Effect of type of powders and gas related parameters. In Proceedings of the Euro PM2018 Congress Exhebition, Bilbao, Spain, 14–18 October 2018
[7] Jhavar, S.; Paul, C.P.; Jain, N.K. Causes of failure and repairing options for dies and molds: A review. Eng. Fail. Anal. 2013, 34, 519–535.
[8] Grum, J.; Slabe, J.M. Possibility of introducing laser surfacing into maintenance service of die-casting dies.Surf. Coat. Technol. 2004, 180, 596–602.
[9] Borrego, L.P.; Pires, J.T.B.; Costa, J.M.; Ferreira, J.M. Mould steels repaired by laser welding. Eng. Fail. Anal.2009, 16, 596–607.
[10] Koehler, H.; Partes, K.; Seefeld, T.; Vollertsen, F. Laser reconditioning of crankshafts: From lab to application. Phys. Procedia 2010, 5, 387–397
[11] Bendeich, P.; Alam, N.; Brandt, M.; Carr, D.; Short, K.; Blevins, R.; Curfs, C.; Kirstein, O.; Atkinson, G.; Holden, T.; et al. Residual stress measurements in laser clad repaired low pressure turbine blades for the power industry. Mater. Sci. Eng. A 2006, 437, 70–74.
[12] Wilson, J.M.; Piya, C.; Shin, Y.C.; Zhao, F.; Ramani, K. Remanufacturing of turbine blades by laser direct deposition with its energy and environmental impact analysis. J. Clean. Prod. 2014, 80, 170–178.
[13] Kaierle, S.; Overmeyer, L.; Alfred, I.; Rottwinkel, B.; Hermsdorf, J.; Wesling, V.; Weidlich, N. Single-crystal turbine blade tip repair by laser cladding and remelting. CIRP J. Manuf. Sci. Technol. 2017, 19, 196–199.
[14] Yilmaz, O.; Gindy, N.; Gao, J. A repair and overhaul methodology for aeroengine components. Robot. Comput. Integr. Manuf. 2010, 26, 190–201
[15]https://www.voxeljet.com/case-studies/automotive/3d-printing-in-reverse-engineering/
[16]https://www.turbocharger.mtee.eu/3d-printing/
[17]https://www.marinelink.com/news/turbocharger-printing399439
[18] Mudge, R.P.; Wald, N.R. Laser Engineered Net Shaping Advances Additive Manufacturing and Repair. Weld.
J. N. Y. 2007, 86,
[19]https://www.mining-technology.com/news/fortescue-aurora-labs-work-3d-printing-mining-industry/


