


This article examines the Evolution of 3D Printed Jewellery
Additive manufacturing (AM) has come a long way in the last three decades. Prototypes were built using Rapid prototyping for form-fit-function purposes. Now, both industry and enthusiasts are counting on this technology to democratize and revolutionize manufacturing. On February 14, 2018, a Google search of additive manufacturing produced 758,000 references. The term 3D printing produced 2.1 million, while the 3-D printing variation produced nearly 31 million[1]. Manufacturing and design companies are using AM to produce a variety of products ratnging from automotive parts to medical devices. The objective of this report is to investigate opportunities in the jewelry industry, suggest measures that ensure successful marriage of AM with jewelry manufacturing and futuristic trends and opportunities.
Jewelry making, despite its long tradition, hasn’t evolved much over time. It has a long history and it goes back many years with multiples cultures involved. The first signs of established jewelry making in Ancient Egypt was around 3,000–5,000 years ago.[2] The Egyptians preferred the luxury, rarity, and workability of gold and silver over other metals. Yes, guns are to men what jewelry is to women! Consumers of all ages buy jewelry; it is a cross-generational commodity.
ADVANTAGES OF USING AM
Jewellery is one of the underdog industry that has embraced Additive manufacturing. Despite being considered technologically backward, an increasing number of jewelers have started adopting the technology to disrupt the way things were done for many years. AM is now used for creating patterns for lost wax casting and even to print jewelry directly into metal.Owing to the fact that 3D Printed Jewellery parts look and feel precisely like hand-made/traditionally casted objects, 3D printed jewelry is on the verge of becoming mainstream[3]

There are multiple potential benefits for using 3D Printed Jewellery:
- Shorter time to market
- Automation will lead to increased precision, complexity and significant cost reduction
- Improved surface finish, less wastage of precious metals
- Inventory Less Retail
PRODUCT CHARACTERISTICS
Personalization: The modern day consumer is choosy, demanding and fashion-sensitive. Retailers are under constant pressure to keep up with the ever-changing industry trends and require manufacturers to supply them with new designs almost every day. The above factor implies that keeping stock is not favorable and creating molds for each design isn’t economical because repeat demand is unlikely to be generated.Mass customizationsteps in here and calls for AM techniques like direct castingto solve this problem. Resin manufacturers are constantly producing compatible resins which are easy to burn off during the lost wax casting process. Additive manufacturing flouts the rule of economies of scale and there is no premium to be paid for customization, which proves a good fit for the jewelry industry.
Complexity: One of the key winners of AM is its ability to produce complex designs. In modern times, jewelry patterns were carved from wax with CNC technology. 3D printing is not constrained by limitations of conventional manufacturing and opens a whole new page in jewelry design grammar. Wall thicknesses as low as 0.2mm can be achieved with SLA/DLP printers. Hollow and lightweight parts are also easy to produce via 3D printing as compared to CNC or casting.
Economics: Multiple parts can be produced in a single build in less than 24 hours with professional systems using SLA technology. Hence, the pricing is competitive and gives an edge to manufacturers whose customers typically require one-off and exclusive pieces.
CURRENT SCENARIO AND TECHNOLOGY
Manufacturers used to use 3D printed parts for making a master model which went on to be vulcanized with silicone rubber molds. Therefore, with the help of wax injectors, multiple pieces could be produced from the silicone mold. With the development of castable resins, mold – making took a step back. This gave rise to a new demand and manufacturers like 3D systems, Envision Tec, Rapidshape, B9 Creator and Formlabs accelerated their research and development of resins which could easily be burnt at 600-650 degree Celsius with minimum ash content.

- The technology must be capable of producing parts with a high level of detail and accuracy without compromising the minute and intricate features.
- The material employed for printing master patterns should burnout easily within the cycle time. Any leftover ash (unburned material) could produce porosities and rough surfaces on the casted parts which would require extra efforts during finishing and polishing.

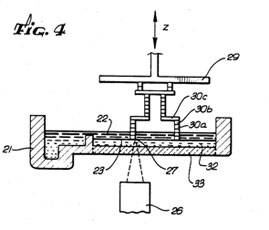
- VAT photo polymerization (Stereolithography Apparatus and Digital Light projection)
- Material jetting (Drop on demand and Multijet printing)
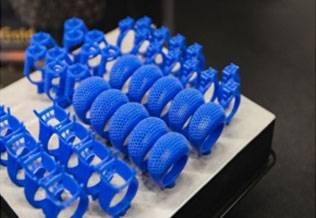
1) Stereolithography (SLA) is the oldest and widely used technology in 3D printing of jewelry parts. Developed by 3D systems, it can print parts having high detail and smooth surface with unmatched accuracy. The two major players producing professional SLA machines are 3D systems and DWS followed by desktop printing producers like Formlabs, Kudo Titan, etc. Slower build times is one of the main disadvantages for this technology which makes way for DLP systems. In Digital Light processing, a UV light projector is powered with the help of a light source (bulb/LED) to project an image on the photopolymer resin VAT. Since this technology projects a full layer instead of point by point curing, it is typically 5-10 times faster than SLA machines. DLP machines are also low priced systems since they don’t need complex lasers, galvanometers and mirror assemblies. Also, the use of top-down technology requires less resin to be filled in the build tank compared to other processes.
2) The material jetting process uses inkjet printing heads to deposit droplets of build material which are dispensed selectively as one or more print heads move across the build area. Companies like Solidscape (which was acquired by Stratasys in 2011 and recently acquired by Prodways in July 2018) had been on the market for more than 20 years producing wax-based outputs which could be directly used for casting. However, the speed of the printers was reasonably slow which hindered its intentions to be used for mass production.

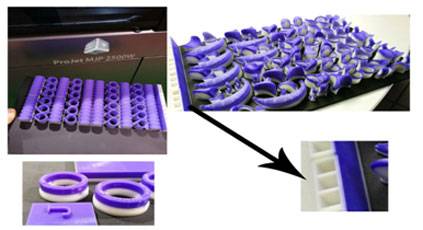
3D systems is one of the key players in this industry. Company’s flagship Projet series can print both resin and paraffin wax directly and unmatched speeds making casting easier.
BARRIERS LIMITING MASS SCALE ADOPTION
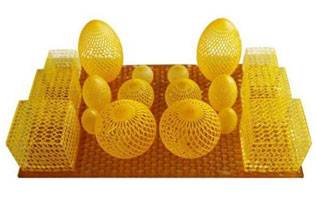
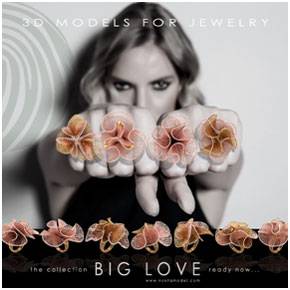
To produce a great 3D print, you need an equally good CAD design. One of the key challenges before this traditional yet wealthy industry is to generate creative designs which can justify the full potential of Additive manufacturing. With the technological advancement in computers, the way of converting your ideas into the product has evolved. SolidWorks, Matrix, Jewel CAD, Rhino 3D are the most powerful professional softwares available in the market for creating models but require skilled workforce to be optimally used. ‘Design for AM’is a relatively new concept in the manufacturing industry and jewelry is yet to adopt the trend in its full-fledged capacity. A design company, which has fully adopted the principles of 3D printing in design generation is Noktamodel (Turkey). They design wire-mesh and light weight master models which can be only produced by 3D printing and then can be casted only once. So if multiple pieces are needed, each one has to be re-printed and casted keeping the cash flowing. Such creative thinking can catalyze the generation of new untapped markets with high potential for growth.

Traditional Artisans are reluctantto adopt advanced technology out of fear for losing their relevance. The speed of adoption is thereby slowed down and dependency on manual labor still persists. In developed countries, hiring skilled labor is always a challenge. Therefore, adoption of 3D printing is affected by the resistance of the existing workforce and awareness. The costof the professional grade systems start from $ 20,000 and can go up to a million dollar for mass production. Given the fact that affordable desktop printers have started making their way in the market, the amount of accuracy and detail is still not satisfactory compared to professional systems. The resin prices also range from $100- $800 making it difficult for the technology to reach masses.
FUTURISTIC TECHNOLOGY DEVELOPMENTS
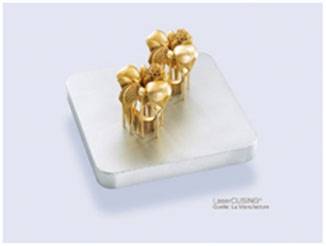
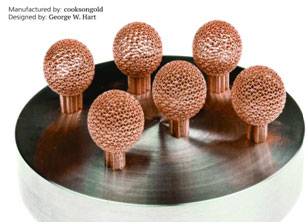
One of the least prevalent methods for producing jewelry via Additive manufacturing is directly printing parts in metalfrom powder bed fusion techniques. Parts can be printed from gold, platinum, silver and brass alloys in powder form with the help of laser selectively sintering/fusing the material layer by layer. EOS calls its PBF process direct metal laser sintering (DMLS). Renishaw refers to it as laser melting, while Concept Laser calls it Laser CUSING. Some system manufacturers and users prefer the term selective laser melting (SLM), including SLM Solutions and Realizer[4].
Conventional process
| Computer Aided Design |
| CAM (3D printing) |
| Mold preparation & Tree making |
| Investment casting |
| Finishing |
Jewelry manufacturing with DMLS
| Post processing and finishing |
| Computer Aided Design |
| CAM (3D printing) |
The use of DMLS system in jewelry can be a “game-changer” for the industry. Powder bed fusion technologies can subtract two of the most time consuming, cost and labor intensive processes of mold preparation, tree making and casting thereby resulting in resource savings. It can also open a new mystery box and paradigm of designs in jewelry which were previously not possible with CNC, casting or milling.

Continuous hollow chains and links can be manufactured without the need of joints and soldering. The DMLS process allows for the print process to be paused during printing – diamonds, beads, and stones can be added in between creating a unique possibility.


The powder bed fusion process also allows for making hollow parts. Thus, an escape holecan be added in the part to remove the powder which can be again re-used, allowing simple light-weighting of parts which is desired in the jewelry market. Two tone ringscan also be made via this process enabling the use of multi material on the same product opening a wide new range of development of special purpose alloys.
Digitization of jewelry manufacturing can be truly achieved by using Additive manufacturing coupled with special post-processing and finishing techniques. Retailers can create a mini-factoryin their stores with installation of powder bed fusion systems and customers would be able to see their product printing LIVE in front of them enabling greater customization opportunity and increased customer satisfaction. There are a couple of challenges preventing the adoption of DMLS technology even in the most advanced markets and geographies:
- High initial investment– The cost of a basic EOS Precious M80 system can go up around $250,000 excluding ancillaries and consumables. To build a part of 30mm height, one would need approximately 2.5-3kg of precious metal powder which is a huge investment.
- Distortion and poor finish– The parts produced by DMLS tend to warp and distort because of high level temperatures and stresses .Parts also exhibit a rough surface which would need significant post-processing. Finishing and polishing a precious metal parts can end up in wasting 8-10% of the metal value which increases the cost to customer.
- Design for AM– If DMLS is applied to build parts which can be easily produced by conventional methods, the technology would be poorly justified. However, if parts can be designed in such a way that it can exclusively be produced by DMLS, then the effort and cost of the technology can be vindicated.
CONCLUSION
Additive manufacturing has a plethora of advantages in design, development and manufacturing of jewelry products. The lifestyles product market in the United State of America is on the rise than ever before. The US costume jewelry market alone is expected to reach USD 20.3 billion by 2024[5]. With the advent of 3D printing, personalized jewelry has become easier than ever. Ongoing research in the desktop powder bed fusion, low cost consumables possess potential to revolutionize manufacturing given the requirements of manufacturing jewelry are met. This would mean that every jeweler can possible have an in house production unit which would not only shorten the lead time for him but also help in reducing inventory. A key point in jewelry market is design secrecy which is sometimes compromised during outsourcing manufacturing. Having a system installed in house would prevent this and also give customer the freedom to personalize their jewelry resulting in customer satisfaction and higher sales!
REFERENCES
[1] Wohler’s report 2018
[2]https://en.wikipedia.org/wiki/Jewellery#cite_note-last2millionyears-23
[3]https://i.materialise.com/blog/en/3d-printed-jewelry/
[4] Wohler’s report 2018
Image References.
[2]Image courtesy – Cookson gold
[4]https://formlabs.com/industries/jewelry/
[5]https://formlabs.com/industries/jewelry/
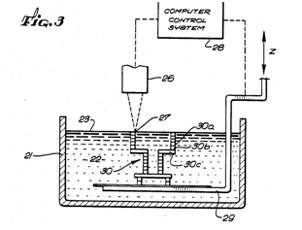
[7]https://patents.google.com/patent/US4575330A/en
[8]https://patents.google.com/patent/US4575330A/en
[9]https://www.solidscape.com/news/prodways-group-acquires-solidscape-a-subsidiary-of-stratasys/
[10]https://www.3dsystems.com/3d-printers/plastic#multijet-printers-mjp
[11]http://www.noktamodel.com/
[12]http://www.noktamodel.com/
[13]https://www.cooksongold-emanufacturing.com/gallery.php
[14]https://www.cooksongold-emanufacturing.com/gallery.php


