



Discover the world of additive manufacturing with Additive Academy. This series gives a glimpse of the basics of AM, straight from the pages of our AM101 course, starting from an understanding of AM technology, and providing insight into the technology, applications, economics, operations and design aspects that one needs to know to harness the full potential of AM.
There are many types of additive manufacturing processes, but the most known and common one we see is the desktop 3D printer. 3D printing is a more commonly used synonym for Additive Manufacturing (AM), but with the advances that are coming up now, we are transitioning from simple prototyping to manufacturing with these technologies, making Additive Manufacturing a more appropriate terminology.
All forms of Additive Manufacturing have one thing in common with the common desktop FFF printer- They build objects layer by layer to form a 3d object which can be created with digital 3d data. This process of “adding” material in the right space to build an object differentiates it from other forms of manufacturing- Subtractive forms such as milling, sculpting and laser cutting; and Formative processes like moulding. It is therefore, one of the most material-efficient ways of production. The difference between traditional manufacturing and additive manufacturing can be viewed as follows. Consider a traditional manufacturing process(machining), a process where the material is removed where to make any part, they must start with a large workpiece. The waste generated, holds very little value, when compared to the raw material, in many cases also cooling fluids, gets contaminated with chips from the machine.
In the cases of moulding and casting which are called formative processes, where parts can be made at extremely high quantities, but before you make one part, the tooling cost in most cases is also extremely high, which takes lots of time and money in terms of investment. It is widely accepted that AM has a flat cost per part versus volume curve. The cost per part is the same whether you produce one or many pieces of the same part, though this began to change. But this is changing and improvement to the AM workflow is increasing at a tremendous rate.
We can compare the cost of making the same part by Additive manufacturing versus Machining. But with AM we can leverage the design, and get better and more enhanced parts. Tooling made by additive manufacturing includes, for example, higher performance injection moulds with conformal internal cooling channels. Those channels can reduce cycle time and improve part quality. Or jigs and fixtures that let us better optimise assembly workflows and make human tasks more ergonomic. Tools used to improve other manufacturing processes is a major and really fast-growing application of AM. Using AM, we can also think about consolidating assemblies into fewer parts. That’s because a lot of assemblies are so because we have to respect the constraints of existing manufacturing techniques. Therefore, by 3D printing, we can consolidate several parts into one and save a lot of cost and time. With 3D printing, we can also design parts to be made of multiple materials. And we’re starting to design materials directly for additive manufacturing.
Many challenges remain, but we’re still gathering the momentum and resources to address those. The cost of desktop printing still remains expensive, the raw materials needed for these printers are still expensive and, in many cases, difficult to source. But most importantly, the biggest challenge still remains the gaps in knowledge present within the people having these technologies. There are more technologies that are expensive only due to the fact that they are held back by intellectual property (IP) rights leading to an increase in capital expenditures when investing in such technologies. But there is a steady subtle decrease in the cost of printers, raw materials, and other services.
Seven types of AM
| Icon | Process Category | Process Names |
| Material extrusion: material is selectively dispensed through a nozzle or orifice, which is typically heated to soften or melt the material | ● Fused Deposition Modelling (FDM)
● Fused Filament Fabrication (FFF) ● Bound Metal Deposition (BMD) ● Atomic Diffusion Additive Manufacturing (ADAM) ● Big Area Additive Manufacturing (BAAM) |
|
| Vat photopolymerization: liquid photopolymer in a vat is selectively cured by light-activated photopolymerization | ● Stereolithography (SLA)
● Digital Light Processing (DLP) ● Digital Light Synthesis (DLS) ● Gel Dispensing Printing (GDP) |
|
| Powder bed fusion: focused thermal energy selectively fuses regions of a powder bed | ● Selective Laser Melting (SLM)
● Direct Metal Laser Sintering (DMLS) ● 3D Metal Printing (3DMP) ● Selective Laser Sintering (SLS) ● High-Speed Sintering (HSS) ● Multi-Jet Fusion (MJF) |
|
| Material jetting: droplets of build material are selectively deposited | ● Polyjet
● Multijet ● Nanoparticle Jetting
|
|
| Binder jetting: a liquid bonding agent is selectively deposited to bind powder materials, typically followed by sintering to densify the bound powder | ● Binder Jetting (BJ)
● Powder Inkjet Printing ● 3D Printing (3DP) ● Digital Metal, Single-Pass Jetting (SPJ) |
|
| Directed energy deposition: focused thermal energy is used to fuse materials by melting as they are being deposited | ● Directed energy deposition (DED)
● Electron Beam Additive Manufacturing (EBAM) ● Rapid Plasma Deposition (RPD) ● Laser Deposition Technology (LDT) ● Laser Metal Deposition (LMD) ● Many others |
|
| Sheet lamination: sheets of material are bonded to join consecutive layers of a part | ● Composite-Based Additive Manufacturing (CBAM)
● Ultrasonic Additive Manufacturing (UAM) ● Selective Deposition Lamination (SDL) |
AM Material Space
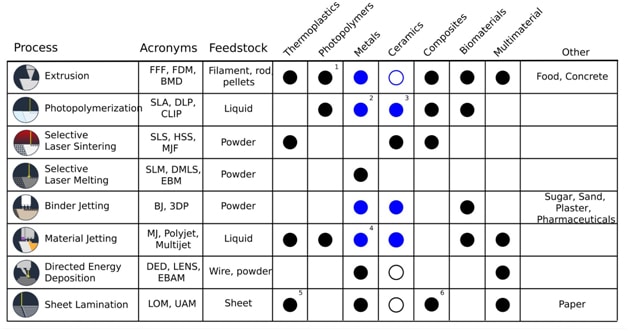
In the table:
- A full circle means that the commercially available machines using the noted process are capable of processing the noted material.
- A hollow circle means the process-material combination has been demonstrated in research or pre-release commercial announcements, but machines are not yet shipping to customers.
- Circles shaded black represent direct processes, i.e., the printing process produces a part with the desired final density and dimensions. Circles shaded blue are indirect processes, meaning that a densification step such as sintering is needed to give the part its final density and dimensions. That said, every AM process requires post-processing steps after printing, as described in the forthcoming process-specific modules.
Subscribe to AM Chronicle Newsletter to stay connected: https://bit.ly/3fBZ1mPFollow us on LinkedIn: https://bit.ly/3IjhrFq
Visit for more interesting content on additive manufacturing: https://amchronicle.com


