



NOTE: This is a continuation of custom-made insoles article which talks about how insoles help improve your body’s functionality, experts who can advise you the right insole for you and comparison on traditional way of scanning with a 3D scanner. Please click on the link to read the article: https://bit.ly/3HjjD2o
In the previous article we saw the advantages of a custom-made Orthopaedic Insoles. Here we delve into details of the manufacturing and the design aspect of the insoles. 3D printing as we have seen is the most suitable method for the customization required for insole manufacturing. Falcon Technologies International (FTI) provides the best fit solution which includes support from digital data acquisition to fabrication to the delivery of the insole to the clinic with final finishing. FTI acts both as a Central Fabrication Hub and as a bridge to help clinicians convert from conventional to digital workflow for manufacturing.
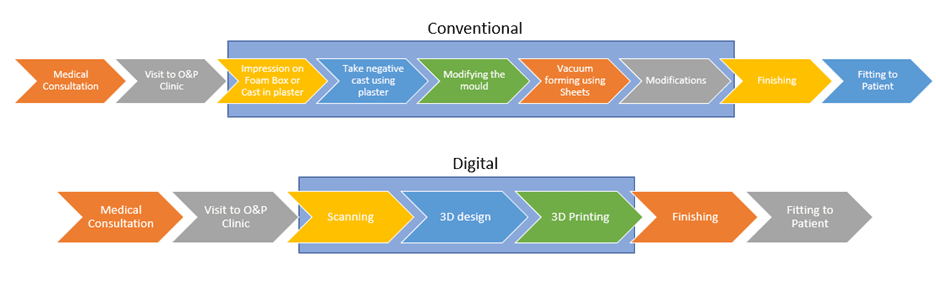
Below are the steps in conventional and digital process of making of an insole.
Custom Insole Designing
The most important step in the manufacturing of insole in the digital/3D printing process is the design. A CPO (Certified Prosthetist and Orthotist), with knowledge in digital process is the best person to do this job. CPO understands the requirement of the patient, the solution that will help the heel patient and knows what the best shape is required for the insole shell.
FTI also carry the capability to do the insole design based on the prescription by a CPO. This approach is used when CPO would prefer to outsource the design due to time constrains or any other reasons. The input required is the scan of the patient’s foot and the prescription in a pre-agreed format, which will include details like, type of heel cup, thickness of insole, pressure point, angles, flexibility requirements, supports and reinforcements etc. The design done by FTI team is verified and approved by CPO before it is sent to printing.
In case a scan data is not available, CPO can send the foot imprint in a foam box which will be scanned by FTI experts to do the design work.
Once the design is completed by FTI experts it will be send to the respective CPO for approval. Various software’s are available now, that makes the design of Insoles much easier. In FTI we use Fit Foot 360 (Fitfoot360 https://fit360ltd.com/Home.html ).

There are other many software packages that are available for insole design, a few are summarized below.
- Mediace 3D https://www.mediace3d.com/mediace3d.html
- Sensormedica https://www.sensormedica.com/en/
- Lutracad https://www.lutracad.com/software/insole
Machine used
The designs approved by CPO are printed in the HP MJF 4200 printer using PA12 material. Though other printers can be used for insoles, HP MJF delivers the flexibility and the finish expected by CPO for insoles.

The output of HP MJF is greyish black, FTI carries the capability to dye the insole before being sent back to CPO for final finishing and fitment to patient. Typical turnaround time for printing and dyeing is around 3 days.
Design Considerations and Quality Check
There are certain design considerations that needs to be followed to ensure that the printed insoles meet the quality requirement.
- Minimum thickness of the insole- The insole minimum thickness preferred is 1mm. Though HP can print thickness below 1mm, the chance of the part getting damaged during post processing is very high if thickness is lesser than 1 mm
- Sharp edges- Sharp edges should be avoided in the insole design, as it doesn’t get printed correctly and is also not advised for patient comfort
- Hole Diameter- any holes that are included in the design shall be minimum of 1 mm
- Lattice Structure- The lattice structures that are used as perforation shall be having a minimum gap of 1mm and the minimum thickness shall be 1mm
- Embossing or engraved details- most of the insoles will have the name customized on the insoles either as embossing or engraving, the minimum depth or height is 1mm
- Dimensional tolerance- Typical accuracy of HP MJF is around 200 to 400 microns depending on the size of the part
- Surface and strength adjustment: Advantage of 3D process is that the designer can modify the flexural strength as per the requirement, either by using variable thickness or by providing reinforcements , tri-post etc.
Once the design is completed, we thoroughly check the designs for printability and orient the part in the build chamber so that the defects that usually arises in 3D printing is avoided. Any modification required on the design is suggested and changes made accordingly. It is very important that the part is oriented correctly to ensure the quality and avoid issues like stepping marks, warping and smoothness.
FTI is an ISO 13485 certified facility for the last 1.5 years. ISO 13485 is the internationally agreed standard that sets out the requirements for a quality management system specific to the medical devices industry.
Contact and More Discussions
Falcon Technologies International, RAK UAE, is a company focused on Industrial 3D printing applications in metal and polymer. FTI is the leader in medical devices 3D printing in the region supplying O&P devices to the clinics and hospital in UAE and GCC. For more discussion, please contact the authors at manoj.pillai@falconrak.ae or fti.3d@falconrak.ae or garima.chawla@falconrak.ae


