



Objectify Technologies Pvt Ltd details is this case study an application of 3D Printing to develop and manufacture pump impellers
“With metal and polymer manufacturing capabilities, Objectify has made its mark in providing efficient additive manufacturing services to industries across the globe. From white goods to aerospace components, we have been working relentlessly in improving our process and deployment strategies”, said Mr. Ankit Sahu (Director, Objectify Technologies Pvt. Ltd.)
Whenever any industrial challenge arises, there is likely a capability and a team of people available to overcome it. The following industrial solution case study fits the same bill. Only problem with the industrial challenges is missed opportunities of not connecting a right team with adequate capabilities.
Objectify Technologies Pvt Ltd (OTPL) located in Delhi NCR is a leading name in additive manufacturing solutions. OTPL believes in investing for state-of-the-art capital of well-trained engineering staff, latest Powder Bed Fusion type Selective Laser Melting machines (by EOS – M280, M290s including M400-4) and allied post-processing 3-axis and 5-axis CNC milling centers to cater to Indian and overseas clients’ need to produce quality parts with improved productivity for least possible lead times.
“With the onset of new and improved additive manufacturing adaptation, India has come a long way in idealizing the prospects of 3D printing for their manufacturing processes. This case study highlights when an industrial challenge is tackled well, the new frontier of solutions evolve that helps build competitive advantage for the industry.” said Mr. Rahul Pise (GM – Design & Operations, Objectify).
Challenge faced by the industry: An industrial player – our client (dealing with fluid flow machinery and its control solution provider for oil and gas, energy and power, process industry) has a need for custom design and custom built centrifugal pumps. These types of design and make are low volume, high mix type due to variety of reasons. [Figure 1 – A schematic of centrifugal pump] The fluid flow rates, pressure head essential to move the bulk fluid to elevation or to a distance, the fluid media corrosiveness dictates geometry of setup, the choice of metal alloys to be used, the manufacturing techniques for construction of rotating machinery of fluid pumps. Since these types of custom build solutions are not the usual kind – high volume production units of say water irrigation pumps with better streamlined low cost casting techniques for the centrifugal pump housing and its main rotating component – the pump impeller.
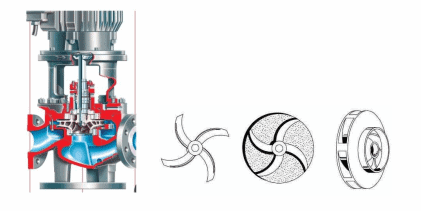
Figure 1 – A schematic of a pump Figure 2 –Types of impellers as illustration (Open, Semi and Closed)
For a particular customer of our client, a pump designed with an impeller to be made with non-corrosive stainless steel grade SS316L but it was with the geometry that is closed impeller type and a dia of 300+mm. [Figure 2 – Geometric section of closed impeller as illustration] For such unique impeller shapes the development cost and lead time with conventional means of investment casting is quite laborious efforts (almost to the extent as manual craftsmanship right from pattern making for lost-wax approach) with several quality risks – such as unknown shrinkage of geometric features, unpredictable porosity voids due to hot spots, rough surface finish of internal undercut features which are difficult to process for manual grinding/polishing etc.
“We had to develop new parameters for SS316L to facilitate the build process. Various iterations of support structures needed to be simulated for optimum results without failures. Also, since undercutting the part wasn’t an option in conventional manufacturing via CNC milling, this gave a good lead for us to proceed with EOS – M400-4 and we could make 100 parts per batch which even most foundries don’t offer unless appropriate tooling for wax patterns and serious investment casting mold making facility investments” said Mr. Arpit Sahu (Director, Co-founder – Objectify).
R&D Team of our client had been investigating, adoption of additive manufacturing for such low volume, high mix need of 3D printing, complex closed impeller geometries under their new flagship of “Digital Products and Solutions.” With a vision of making digital designs produced with digital data with least human interventions that allows competitive advantages. Competitive advantages are virtual storage of design and production life-cycle know-hows for later duplications with near perfect repeatability and quality reliability, distributed manufacturing for supply and sourcing of products and replenishment parts made to order, just in time with localized production facilities which are not requiring hefty investments like in big foundries for tooling and facilities for casting.
Our client needed 3D printing solution for an impeller of size 300+ mm which is not able to fit on the usual-build-envelope of 3D printers that are of size 250mm x 250mm x 300mm. EOS, a German manufacturer of powder bed fusion type 3D printers under flagship products – DMLS – Direct Metal Laser Solidification, had recently built a system that has a-build-envelope of 400mm x 400mm x 400mm, could accommodate impeller of the size. However with default EOS recommended processing parameters to solidify the powder layer upon layer with the part orientation, the time taken was quite longer with quality risks involved. Risks such as layer shifting that affects geometric integrity, machine stop and start stress lines/insufficient bonding if subsequent layers melting take too long time in case of re-coater jamming issues etc.
Technical challenges in 3D-Printing closed impellers –
- The geometry is closed hollow shell, a classical problem that can only be tackled by 3D printing as even 5-axis machining can’t cut curved
- 3D printing can allow us to accommodate hollow shells but still the geometry needs to be supported for variety of reasons as process
- For quality and obvious difficulty in processing of internal features, them having support structures is simply not a choice
- Part orientation and support strategies to be optimized for successful 3D printing without geometric integrity or strength quality issues.
Overcoming the obstacle:
The baseline – objectify is already equipped with M400-4 machine which can accommodate 300+mm dia closed impeller, isn’t the need already served? Is it that simple to load the digital design data on the available machine and be done with it?
Although the media paints a rosy picture about 3D printing that the impressive geometry simply grows at a click of a button, there is a team of several engineers and research & development know-hows of and not to neglect – several build crashes to master the craft with optimal process parameters of layer thickness and Laser power exposure speed, geometric orientation and support structure strategies. Once these things are locked, getting successful prints as duplicates is quite reliable.
How the optimization is done?
Thermal simulation of process based on voxel based approach via Simufact (MSC’s AM FEA package) software gives idea about thermal deformations induced due to thermal stress. Probable problem areas can be identified (Figure 3 -Thermal induced stress causing displacement) and improved iteratively with combination of change in part orientation, type and choice of support structures location and amount of support structure volume.
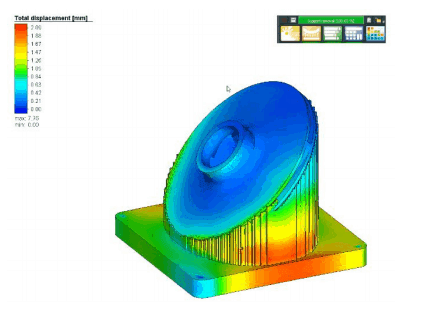
Figure 3 –Thermal induced stress causing displacement
When process planning is robust, application – execution is precisely as rosy painted picture. See Figure 4 for successful print completion.
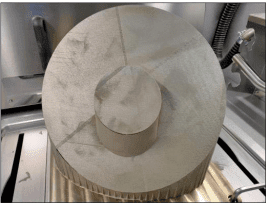
Figure 4 – Over 300mm size impeller 3D printing in SS316L completed on M400-4
Post-processing and finishing the part for delivery- See Figure 5.
Compared to a 6 weeks to 8 weeks long effort in case of investment casting and finishing, 3D printing took 1.5 week of printing and 2.5 weeks overall to produce this case study part as alternative to casting.Post-processing was comprised of –
- Stress relieving heat treatment to ward off an-isotropic
- Support structure removal
- Outside skin machining to remove support structure marks
- Shot blasting
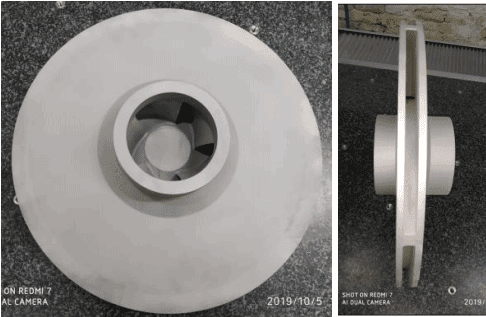
Figure 5 – Over 300mm size impeller 3D printed – replacement of investment casting process
What lies ahead –
Our client has realized the potential of digital solutions for similar geometric complexity or other complexities to be tackled. Non-corrosive type alloys like Titanium used for pumping specific chemical media, 3D printed rapidly and timely with Objectify to meet their customer needs.

Figure 6 – Several sizes impellers 3D printed – Titanium and Stainless Steel Alloys used
“Additive Manufacturing will pave the path for a better, sustainable future for mankind. The parts that were built in this case took us only 6 days from ideation to post-processing, which would take 10 days or more for conventional manufacturing processes with several byproduct waste (wax, broken molds etc.) and energy consumed. It goes without saying that we have learnt a lot from this project as we had to test our capabilities to the utmost gravitas. With 100+ hours of non-stop machining time without failures and offering 99.9% density of material, Additive Manufacturing delivers the future in thepresent.” concluded Mr. Ankit Sahu.
“Good Team work & Workmanship. Able to meet the delivery as promised.” in customer feedbacks, said our client.
Objectify team is proud and happy when customer satisfaction is achieved through focused and deliberate efforts to elevate the additive manufacturing standards and its applications.


